
Nel mondo della saldatura, parlare di “giunto” non significa solo riferirsi al punto di unione tra due pezzi, ma anche alla configurazione geometrica e alla forma con cui questi pezzi vengono preparati e saldati. La scelta corretta del tipo e della forma del giunto influisce sulla resistenza meccanica, sull’efficienza produttiva e sulla qualità della saldatura. Questo articolo offre una panoramica tecnica completa sui principali tipi di giunti (testa, T, angolo, sovrapposizione, bordo) e sulle forme del giunto (V, mezza V, U, Y, ecc.), analizzando vantaggi, limiti e criteri di scelta.
Tipi di giunti di saldatura: configurazioni geometriche
Giunto di testa (butt joint)
I lembi da saldare sono allineati sullo stesso piano. È il giunto più comune, usato per unire lamiere, tubi o profilati con spessori simili.
Caratteristiche:
- Permette la saldatura a piena penetrazione
- Richiede una preparazione precisa
- Ideale per strutture sottoposte a sforzi diretti
Forme comuni associate: V, doppia V, U, X

Giunto a sovrapposizione (lap joint)
Un elemento è sovrapposto all’altro, creando un’area di contatto tra le superfici. Usato spesso su lamiere sottili e nel settore automotive.
Vantaggi:
- Facilità di esecuzione
- Buona resistenza al taglio
Svantaggi:
- Rischio di corrosione interstiziale
- Spessore doppio nella zona del giunto
Giunto a T (tee joint)
Un pezzo è perpendicolare all’altro, formando una “T”. Molto diffuso nella carpenteria metallica.
Applicazioni tipiche:
- Telai, strutture in acciaio, impianti
Richiede spesso: cordoni d’angolo, saldature a più passate o giunti a K/U

Giunto angolare (corner joint)
I pezzi si incontrano ad angolo retto lungo i bordi, formando una “L”. Usato spesso nella costruzione di contenitori, involucri e carpenteria leggera.
Note tecniche:
- Può essere interno o esterno
- Spesso realizzato con saldatura d’angolo a cordone continuo
Giunzione dei bordi (edge joint)
I bordi dei pezzi sono affiancati e saldati lungo il bordo. Adatto per lamiere sottili o per chiudere profili scatolati.
Limitazioni:
- Non adatto a carichi elevati
- Poco usato per saldature strutturali
Forme del giunto: smussi e geometrie di preparazione
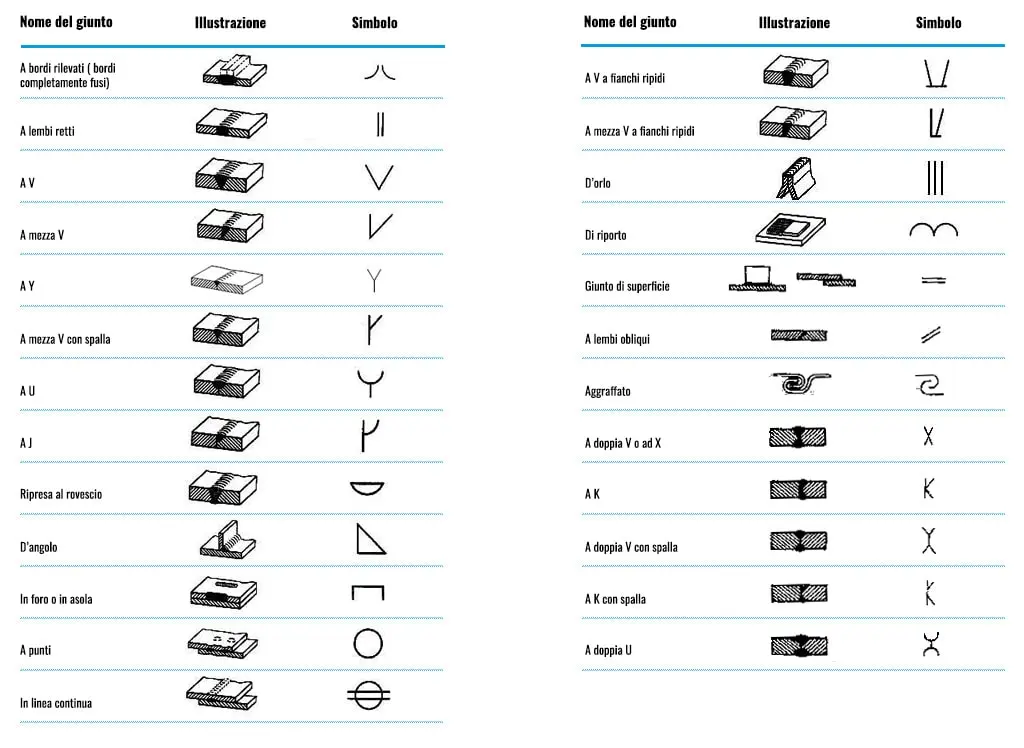
A ogni tipo di giunto può corrispondere una o più forme di preparazione del giunto, scelte in base a spessore, tipo di saldatura e accessibilità. Vediamole in dettaglio.
Giunto a V
- Descrizione: Entrambi i lembi smussati verso l’interno
- Angolo tipico: 60°
- Applicazioni: Spessori medi (6–20 mm)
- Pro: Buona penetrazione
- Contro: Alto apporto di materiale, più passate
Mezza V
- Un solo bordo smussato
- Ideale quando si può saldare da un lato solo
- Riduce i costi rispetto alla V
- Richiede maggiore attenzione alla penetrazione
Giunto a X
- Due smussi opposti, saldatura da entrambi i lati
- Adatto a grandi spessori (oltre 15 mm)
- Simmetrico, buona distribuzione degli sforzi
- Richiede saldatura a più passate e lavorazioni precise
Giunto a K
- Simile alla X ma con smussi più ampi
- Permette saldature multilato più accessibili
- Molto usato nella saldatura di tubazioni
Giunto a U e Mezza U
- Forma curva invece che angolata
- Minore volume da saldare
- Richiede preparazioni più complesse (fresatura)
- Conveniente in grandi serie o impieghi speciali
Giunto a Y
- Un lato smussato, uno dritto
- Buono per spessori ridotti
- Minimo apporto di calore e materiale
- Attenzione alla concentrazione degli sforzi
Criteri di scelta tecnica
Quando si sceglie un giunto di saldatura, occorre considerare:
| Fattore | Influenza sulla scelta |
| Spessore del materiale | Più spesso → X, K, U; più sottile → V, mezza V, Y |
| Tipo di carico | Trazione → giunto di testa; taglio → sovrapposizione o T |
| Accessibilità | Saldo da un lato solo? → Mezza V, Y |
| Tipo di saldatura | TIG su inox sottile → Y; MIG su acciaio spesso → V o X |
| Produttività richiesta | Serie → U; pezzi unici → V/X |
| Controllabilità (NDT) | Penetrazione piena = RT/UT affidabili |
Normative di riferimento
Le principali normative che regolano la scelta e preparazione dei giunti sono:
- EN ISO 9692-1: Preparazione dei lembi per saldatura ad arco
- EN ISO 15614: Qualifica delle procedure di saldatura
- EN ISO 5817: Livelli di accettabilità dei difetti
- ASME IX: Normativa americana per pressure vessel e piping

Casi d’uso reali
Costruzione di una passerella in acciaio zincato
- Giunti a T saldati con cordoni a V e X
- Saldatura ad arco sommerso per lunghi tratti
- Controllo UT a campione, EN ISO 5817 livello B
Progettazione di un serbatoio per impianto chimico
- Giunti di testa in inox AISI 316
- Giunti a U per minimizzare la zona termicamente alterata
- Saldatura TIG orbitale, controllo 100% RT
Telaio per macchina automatica
- Giunti a sovrapposizione con MIG
- Geometrie semplici e tempi ciclo rapidi
- Controlli VT e PT in linea
Tabella riassuntiva
| Tipo Giunto | Forma Smusso | Spessore Tipico | Accesso | Applicazioni |
| Testa | V, X, K, U | Medio / Alto | Uno / Due | Strutture, piping |
| Sovrapposizione | Nessuno / V | Basso | Uno | Automotive |
| T | K, V, d’angolo | Medio | Uno / Due | Carpenteria |
| Angolare | Cordone d’angolo | Basso / Medio | Uno | Contenitori |
| Bordo | Nessuno / V | Basso | Uno | Scatolati, lamiere |
Conclusione
Il giunto di saldatura è uno degli elementi più importanti nella progettazione meccanica e strutturale. La scelta del tipo e della forma giusta permette di ottenere un risultato sicuro, resistente, efficiente e controllabile.
Alternalab Engineering supporta le aziende nella progettazione e validazione dei giunti di saldatura, proponendo soluzioni ingegneristiche su misura, in conformità con le normative e i requisiti specifici di ogni settore.





